Rugged, Safe & Anti-Corrosive Packaging Solutions for the Chemical Industry
Engineered for maximum workplace safety. From highly corrosive agrochemicals and flammable paints to viscous lubricants, our explosion-proof and 100% leak-proof packaging lines deliver strict reliability in the harshest environments.
Overcoming Critical Chemical Packaging Hazards
Severe Corrosion & Toxicity
Flammability & Explosion Risks
Heavy Drips & Contaminated Bottles
Heavy-Duty Packaging for Demanding Chemical Sectors
Lubricants & Motor Oil
smoothly handling high-viscosity automotive motor oils, industrial greases, and anti-freeze coolants. Expertly processing 1L to 5L flat jugs and heavy square pails without spills.
Agrochemicals & Fertilizers
Built to endure the most aggressive compounds. Safe, continuous processing for highly toxic herbicides, pesticides, and concentrated liquid fertilizers inside HDPE containers.
Paints, Coatings & Solvents
Engineered with strict explosion-proof protocols. Delivering heavy-duty volumetric and weigh-filling accuracy for wall paints, industrial coatings, and curing agents into massive 5L to 20L buckets.
Core Equipment Engineered for Industrial Chemicals

Anti-Corrosive & Explosion-Proof Fillers
Equipped with PTFE plumbing and ATEX-certified motors, conquering strong acids, toxic chemicals, and highly flammable solvents with dependable safety.
Learn More
Industrial Induction Sealing Machines
The strict industry standard for motor oils and agrochemicals, creating a 100% leak-proof and tamper-evident foil barrier for hazardous transit.
Learn More
Heavy-Duty Screw Capping Machines
Delivering massive, stable servo torque to securely lock down CRC caps, anti-theft rings, and large paint pail lids for tough industrial packaging.
Learn More
Box Packaging & Palletizing Systems
Eliminate manual lifting injuries with high-payload robotic palletizers designed to stack heavy 20L lubricant and paint buckets efficiently.
Learn MoreMaximize ROI with Long-Lasting Industrial Automation
Built to Survive
By utilizing PTFE, titanium, and 316L stainless steel, we drastically reduce corrosion damage and extend machine lifespan in toxic environments.
Prevent Workplace Disasters
Explosion-proof and closed-ventilation designs protect your facility from severe fire hazards and support safer compliance in volatile chemical workshops.
No More Heavy Giveaways
Heavy-duty weighing feedback systems keep every large-volume bucket accurate, preventing expensive material giveaway on bulk chemical products.
Remove Humans from Hazards
From empty container handling to robotic palletizing, full-line integration reduces direct labor exposure to toxic, flammable, and physically demanding operations.
Our Safety-First Customization Workflow
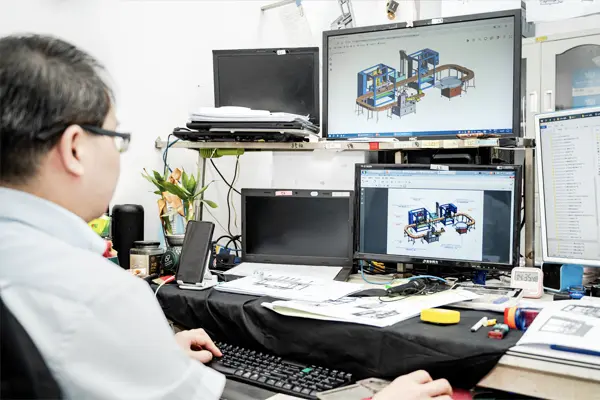
Phase 1: Deep Chemical Assessment
We begin by analyzing your product MSDS, corrosiveness, viscosity, and required ATEX class to determine the right structural materials and safety design.
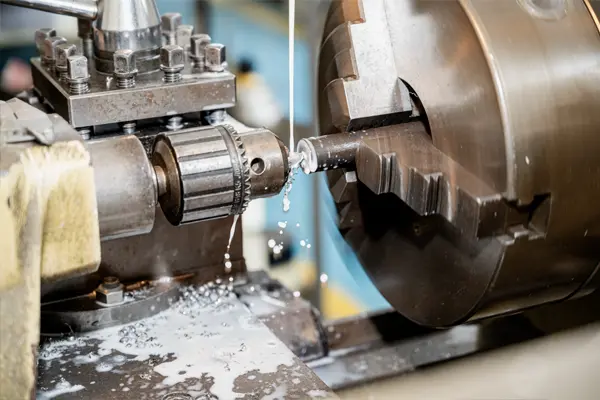
Phase 2: Heavy-Duty Manufacturing
In our 3000 sqm facility, we machine anti-corrosive components, assemble sealed PTFE plumbing systems, and run aggressive structural pressure checks.

Phase 3: Commissioning & Safety Handover
Before introducing hazardous chemicals, we verify integrity through wet testing, then complete the project with site ventilation integration and operator safety training.
Get Your Safe Chemical Packaging Solution
Tell us your chemical type, container size, and safety requirements. Our engineers will design a secure, tailored line layout and quote within 24 hours.
Get a Free 3D CAD Line Layout Design
- Factory-Direct Pricing
- Fast Turnaround Time
- Top-Tier Global Components
- Dedicated After-Sales Support